Mineral Sands
Minerals Sands in Australia
Adapted to HTML from Nuclear Issues Briefing Paper 25 courtesy Uranium Information Centre Ltd. to Earth Science AustraliaPrepared from Australian Titanium Minerals Industry and CRA information
source http://www.communityovermining.org/mineral-sands.html
http://www.ga.gov.au/data-pubs/data-and-publications-search/publications/aimr/mineral-sands
Formation and Location
Mineral
Sands Exploration & Techniques
Mineral Sands Mining
Mineral Sands Processing
Uses of Mineral Sands
Products
Radioactivity
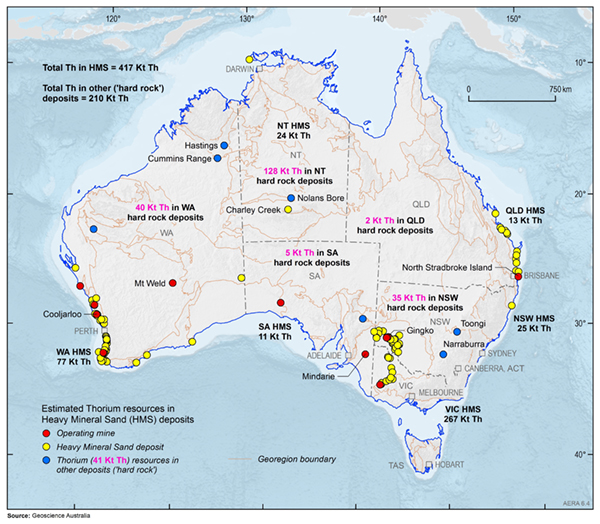
Australia is a major producer of mineral sands containing titanium minerals and zircon. A valuable by-product of this is monazite containing thorium, which is radioactive.
Monazite is a minor constituent of many mineral sands deposits. Appropriate occupational health provisions ensure safety in handling materials containing thorium.
Heavy Minerals Mineral sands contain suites of minerals with high specific gravity known as ‘heavy minerals’.
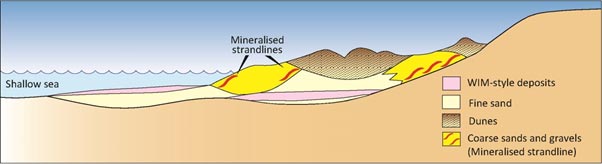
Formation and Location
Mineral sand deposits are formed from the erosion and weathering of
pre-existing igneous rocks such as granite, pegmatite and basalt. Over 60
to 200 million years the combinations of wind and water from ancient
rivers and seas have leached the minerals from their past rocks and
concentrated them into beach and dune deposits. The result is that, today,
mineral sand deposits can occur at varying levels above the present sea
level. Some deposits have been located far inland from the present
coastline such as Horsham in Victoria. Generally, the minerals in the top
3-5 metres have a high titanium dioxide (TiO2) content and a concentrate
of zircon and monazite at the base of the deposit. The typical mineral composition is: ilmenite 80%, zircon 10%, leucoxene 5%, rutile 1%, monazite 0.5%, others 3.5%.
- Rutile (TiO2) is a red to black, naturally occurring titanium dioxide with a theoretical TiO2 content of 100%, but impurities such as Fe2O3 and Cr2O2 reduce this to 93–95%.
- Ilmenite (FeTiO3) is black and opaque when fresh, but has typically undergone some weathering and iron removal, so TiO2 contents are between 45 and 65%.
- Leucoxene is the name given to highly altered ilmenite. Grains are brown or grey with a waxy lustre and TiO2 content of 68%.
- Zircon (ZrSiO4), a colourless to off-white mineral, is the world’s major source of zirconium products.
- Monazite ([Ce,La,Th]PO4). - a rare earth phosphate containing a variety of valuable rare earth oxides (particularly cerium) and thorium oxide
- Xenotime (Y(PO4)) - a yttrium-bearing phosphate hosting 54 to 65% REO
- other REE such as erbium and cerium, and thorium
Mineral Sands Exploration & Techniques
Geologists select areas for exploration by researching an area's geology, topography, soil types and geological history. Areas are drilled with a widely spaced grid to identify any occurrence and concentration of minerals. If the results are promising, samples are taken from a more closely spaced grid. When a favourable deposit has been identified, the main exploration method is drilling. Usually small, four wheel drive mounted reverse circulation (RC) drilling rigs are used.The RC drilling method – where air or water is forced down an annular tube and cuttings are returned up the central tube – produces a clean uncontaminated sample at the surface. These are bagged at 1 or 1.5 metre intervals and, if heavy mineral is present, sent to a laboratory for analysis. Samples are wet sieved and the amount of heavy minerals, clay and sand determined. During drilling, attention is paid to recording the presence of ground water and rock as these can substantially reduce the profitability of a potentially economic deposit. After each hole is drilled it is filled in or plugged using cuttings to prevent injury to livestock or native animals. If drill samples contain significant heavy minerals, further analysis determines the proportions of valuable minerals and their suitability for commercial use. # Once a Mining Work Authorisation has been obtained, mining can begin.
Mineral Sands Mining
Mineral sands are mined by surface mining methods including open cut mining, suction dredging and hydraulic mining. The first stage of the mining process is to remove all timber and topsoil from the mine site. The topsoil is stockpiled for later rehabilitation of the site after mining has been completed.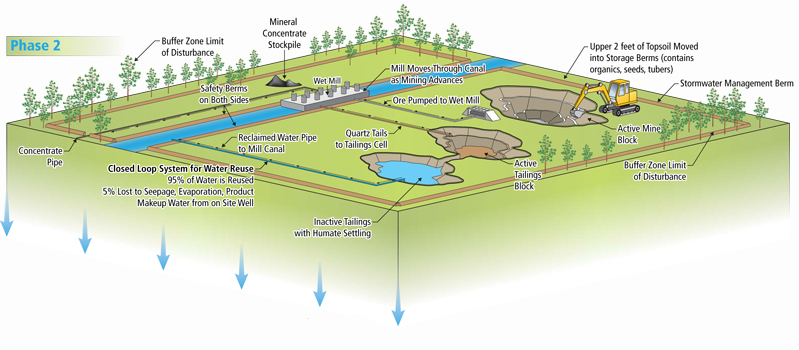
There are three main mining methods;
1.Suction dredging - A dredge lifts the ore from the bottom of an artificial pond, created over low grade deposits to allow rapid movement of large amounts of sand, through a large suction pipe which carries it to a separating plant. The dredge continues to slowly advance across the pond while the clean sand tailings are spread behind the pond where they will be revegetated at a later date.
2.Open cut mining - Higher grade deposits containing moderately hard material or layers are mined using scrapers and bulldozers. The scrapers mine the ore from the top of the face to the bottom, as well as progressively mining across the whole face. This ensures that the ore being mined is a constant blend on a day to day basis. The scraper carries the ore to a screening plant where the ore is broken down into grains no larger than 2mm. The screened ore then proceeds through an intricate series of spirals to remove tailings and excess clay fines. The concentrate is stockpiled for separation and treatment.
3.Hydraulic mining - With this technique the ore body is washed down using a water cannon. The ore is then pumped as a slurry to a wet concentrator which separates the valuable minerals from the waste material.

Mineral Sands Processing
Various methods which include magnetic, gravity and electrostatic separation as well as chemical processes, are then used to separate the sands into individual mineral species. The ore is put through a screening plant which breaks it down into individual grains. The heavy mineral grains are 0.05 to 0.3mm in size, material greater than 2mm is dumped back in the mining area.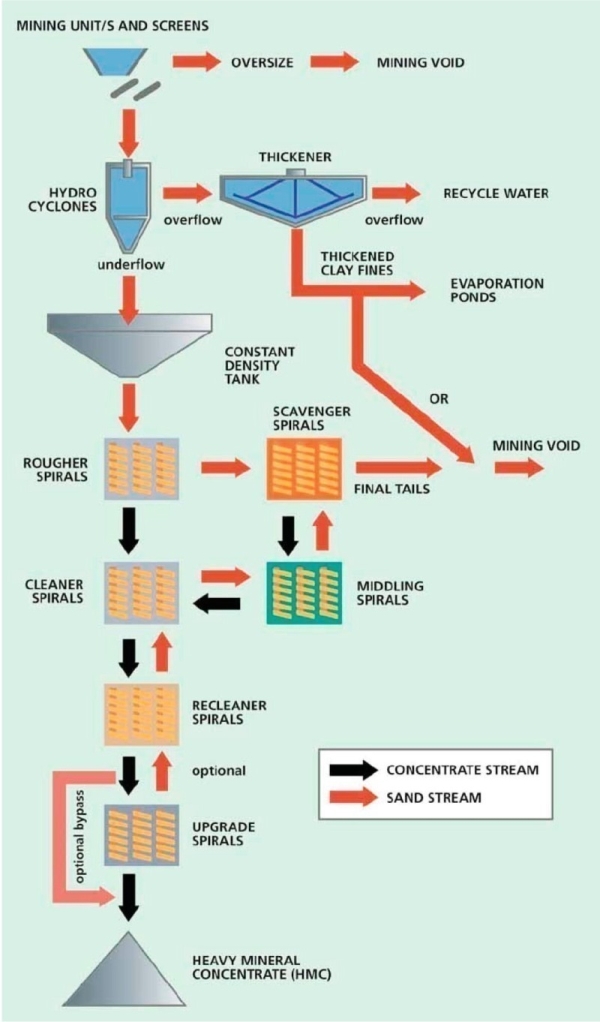
The heavy mineral concentrates are sent to a dry separation plant, and the individual minerals are separated using their different magnetic and electrical properties at various elevated temperatures. Separation equipment includes high tension rolls (electrical), high intensity magnets and electrostatic plate separators. Using electrostatic separation techniques the conductors (rutile and ilmenite) are separated from the non-conductors (zircon and monazite).
Magnetic separation is used to separate the magnetic minerals (ilmenite and monazite) from the non-magnetic minerals (rutile and zircon). This removes oxygen from the ore and produces metallic iron within the ilmenite. Ilmenite grains are converted to porous synthetic rutile grains with metallic iron and other impurity inclusions. Secondly, the iron is drawn out as hydrated iron oxide from the synthetic rutile grains and a mild acid treatment is used to dissolve the impurities and any residual iron.
The synthetic rutile grains are washed, filtered, dried and transported to white pigment manufacturing plants in Australia or exported for further processing. Plants using the newer chlorination process produce white pigment by heating a mixture of synthetic rutile, coke and chlorine to form gaseous titanium tetrachloride (TiCl4). The titanium tetrachloride is condensed to a liquid and most of the impurities separate as solids. It is then reheated to a gas and mixed with hot oxygen to form very fine crystalline rutile (raw white pigment). The displaced chlorine gas is recycled to the start of the process. The properties of the raw pigment produced from both pigment processes are enhanced for different uses by coating the crystals with white hydrous oxides of silica, alumina, titania or zirconia.
Uses of Mineral Sands Products
Rutile, ilmenite, leucoxene (an alteration product of ilmenite) are used predominantly in the production of titanium dioxide (TiO2) pigment. The titanium-bearing minerals rutile and leucoxene are sometimes blended to produce HiTi (High grade titanium with a TiO2 content of 70% to 95%) which is used as a feedstock to produce titanium dioxide, make titanium metals for the aerospace industry and in the manufacture of welding rods. Less than 4% of total titanium mineral production, typically rutile, is used in making titanium sponge metal. Zircon is used as an opacifier for glazes on ceramic tiles, in refractories and for the foundry industry. Recently there has been renewed interest in monazite as a source of thorium for possible use to generate electricity in thorium nuclear reactors. Televisions - for luminescence and colourElectronics - for a variety of components including high-performance magnets (cerium)
Robots - electric stepping motors
Computers - monitor luminescence, electronic components and bubble memory systems
Lighting - energy efficient lanthanum lamps
Medicine - X-ray screens, fibre optics, pain-killing elements
Chemistry - catalysts
Ceramics - pigment.
Products from monazite are also used in metallurgy, flints, ferro-alloys, glass polishing, jewellery, fuel cells, refractories, lamp mantles (thorium) and welding electrodes.
Yttrium from xenotime has been used in the most effective superconductors.

Radioactivity
The occupational health issue of specific relevance to the mineral sands industry is radiation. Western Australian mineral sands deposits contain up to 10% heavy minerals, of which 1-3% is monazite. This in turn typically contains 5-7% of radioactive thorium and 0.1 - 0.3% of uranium, which is barely radioactive. In ore, or general heavy mineral concentrate, the radiation levels are too low for radioactive classifications.However, when the radioactive material is concentrated in the process of separation and production of monazite the radiation levels are increased, creating the need for special controls to protect some "designated" employees in dry separation plants. In the past, occupational exposure to radiation levels of 50 mSv/yr, then the limit, were not uncommon. Dust control is the most important objective in radiation safety for the titanium minerals industry. The most significant potential radiation problem is inhaled thorium in mineral sands dust.
This contrasts with other industries where the focus for radiation protection has been direct gamma radiation from materials in rock. Exposure to gamma radiation still needs to be controlled in the mineral sands industry, due principally to uranium and thorium in zircon. However, safety programs are targeting alpha radiation arising from airborne dust which may be inhaled.